The Top 10 Reasons Floating Suction Isn’t Currently Saving You Money

MYTH: Enabling floating suction pressure controls in your stores will save energy and money under all circumstances.
REALITY: In >60% of stores with Axiom Cloud apps (across four major chains), floating suction was enabled but NOT saving energy or money.
Across the fleet of grocery stores currently subscribed to Axiom Cloud’s Facilities Analyzer or Virtual Technician apps, around two-thirds of stores that had floating suction pressure controls enabled were not receiving the expected energy benefits.
There are many reasons for this unfortunate trend, many having to do with how the floating suction settings in the controller were originally commissioned. In this blog post, we’ll discuss the most common reasons that floating suction controls were not providing value to the end-user, even though they were technically enabled in the controller. These oversights can unknowingly cost a store between $3,000 and $9,000 per year in additional energy consumption!
But first, here’s a primer about floating suction pressure controls, how they work, and why they are important.
What is Floating Suction?
Traditionally, supermarket refrigeration systems have controlled food temperature with a fixed suction pressure setpoint. A fixed setpoint ensures that enough cooling reaches each display case during the highest case heat load conditions, which usually happen during restocking or on busy, hot summer days. This means that, on 364 days per year, compressors on a rack with a fixed suction pressure setpoint are likely working harder than necessary and wasting energy.
Floating suction pressure control, or just “floating suction,” is an energy management strategy in which a refrigeration system’s suction pressure setpoint is automatically adjusted based on the actual temperatures measured at the store’s display cases or walk-in freezers. As a result, compressors only work as hard as necessary to maintain case temperatures based on the store’s current conditions. When they are operating as intended, floating suction pressure controls have been proven to reduce refrigeration system energy consumption by 5 to 8% on an annual basis.
How is Floating Suction Implemented?
“Almost 40% of the existing controls were not floating head and suction pressures at maximum efficiency either due to programming errors or missing components.”
In most modern control systems, the first step in implementing floating suction pressure control is to choose a “lead case” (or multiple lead cases) in each compressor rack. Usually, the lead case is the first one that warms up when the compressor rack provides insufficient cooling capacity.
Once the lead case has been chosen, the next step is to compare its actual temperature to its temperature setpoint. When the lead case’s temperature is below its temperature setpoint, this indicates that the suction pressure is low enough to keep that case cool, so the controller will “float” the suction pressure setpoint up slightly to save energy. The suction pressure will continue to be increased slowly until the lead case temperature can no longer meet its setpoint, or a maximum suction pressure float has been achieved (typically ~6psi).
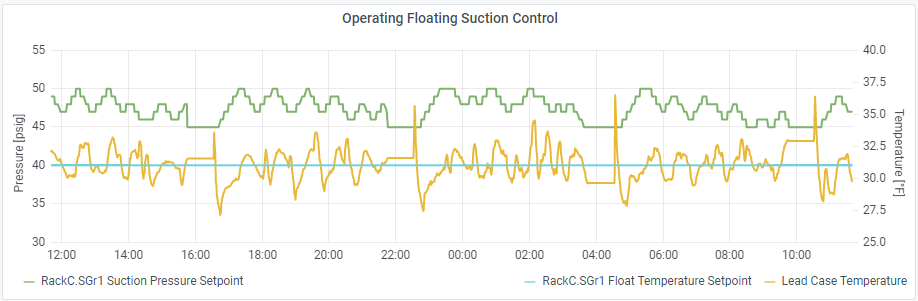
Conversely, if the lead case is ever warmer than its temperature setpoint, suction pressure is decreased to bring the temperature back down. By continuously changing the suction pressure setpoint throughout the year based on real-time measurements of the lead case’s temperature, you save significant amounts of energy compared to a compressor rack with a fixed suction pressure setpoint, and you end up with a suction pressure trace that looks like the one in the image below.
Unfortunately, there are quite a few points in the implementation process where improper commissioning can lead to floating suction controls that are operating poorly, if at all. According to one study completed by PECI across 50 stores, “almost 40% of the existing controls were not floating head and suction pressures at maximum efficiency either due to programming errors or missing components.”
Here at Axiom Cloud, we believe that percentage to be much higher, based on data we’ve collected from grocery stores subscribed to the Virtual Technician app. In the following section, we’ll discuss the top 10 reasons we’ve seen for suction float controllers not operating properly, and share snapshots of actual store data.
Top 10 Reasons for Suction Float Failure
Click on any failure mode to reveal more details.
1. The Lead Case is Unhealthy↓
In this first scenario, the Float Temperature (blue trace) has been programmed as the average of multiple lead case temperatures. The temperature of just one of the lead cases has drifted one or two degrees above it’s setpoint, pulling up the average and preventing the rack’s suction pressure from ever floating. This is likely due to the case becoming less efficient since the suction float controls were first implemented, which could be due to a dirty evaporator, malfunctioning evaporator fan, inefficient door seal, or a number of other factors.
The failure can be easily seen on the graph below. Because the lead cases’ average measured temperature (blue trace) is consistently higher than it’s the Float Temperature Setpoint (yellow trace), the suction pressure will never float until the case is made more efficient or its setpoint is changed.

2. No Cases are Specified as the Lead Case↓
Although it seems simple, we see this issue more common than one would expect! Although floating suction controls are enabled, no case has been chosen as the rack’s lead case. Because of this, there is no lead case temperature to compare to its setpoint, and the suction pressure will never float. This failure can only be fixed by designating a lead case in the refrigeration controller.

3. The Lead Case Is Improperly Linked↓
When this failure occurs, it is because a lead case was selected, but its temperature was never properly linked to the float controller. On the graph below, you can see that, although the lead case’s temperature (orange) is bouncing above and below its setpoint (blue), the suction pressure setpoint (green) never changes. For this to be resolved, the lead case will have to be properly linked to its temperature measurement in the float controller.

4. A Lead Case Has Been Decommissioned↓
When we have to send this anomaly, it is because the case that was originally chosen as the lead case has since been decommissioned or renamed. This happens more often at stores that have numerous dual-temp cases or that change their layouts often. This issue leads to the same failure mode as #2, where the suction float controller has no lead case temperature to compare to its setpoint.
5. Float Temperature Setpoint Too Low↓
In this instance, the temperature threshold used to determine whether the suction pressure should float or not has been set significantly below the lead case’s temperature setpoint. Because the lead case rarely gets below this temperature, the suction pressure does not float nearly as much as it should.
As you can see in the graph below, the lead case temperature (yellow) only drops below the float temperature setpoint (blue) in the early morning hours of one relatively cool day, leaving the suction pressure at its normal setpoint for all but about one hour. The float temperature setpoint should be raised by a couple degrees to allow suction pressure to float more often throughout the day.

6. Float Temperature Setpoint Too High↓
This scenario is the opposite of the previous example. Because the float temperature has been set higher than the lead case’s setpoint, the suction pressure is always floating as much as possible, which could turn into a food safety concern if the lead case’s seal or evaporator degrades even a little further. This is the only failure mode in this blog post where suction pressure is actually floating too often.
On the graph below, you can see that the only time that suction pressure (green) is not floating as much as possible is during the lead case’s defrost cycle. Otherwise, the suction pressure is floating as much as possible, even when the lead case is above its temperature setpoint, which could lead to case temperature alarms or food spoilage. To fix this issue, the maximum amount of suction float needs to be decreased or the float temperature setpoint (blue) needs to be decreased.

7. Case Temperature Setpoint Too High↓
For this failure, the lead case’s temperature setpoint is significantly higher than the float temperature setpoint it is being compared with. Although the lead case’s temperature (yellow) is fluctuating around its setpoint, this rack’s suction pressure (green) will never float until the lead case’s setpoint is reduced to a temperature that is more in line with the rest of the rack and the float temperature setpoint (blue).

8. No Suction Float Temperature Setpoint↓
This failure is similar to #3, in the sense that, although a lead case has been specified, there is no temperature setpoint for the suction float controller to compare to the lead case’s temperature. For suction pressure (green) to float on this rack, a float temperature setpoint needs to be set so that it can be compared to the lead case’s measured temperature (yellow).

9. Maximum Suction Pressure Float of 0 psi↓
With this failure, the lead case has been linked properly and setpoints are all correct, but the maximum amount the suction pressure is allowed to float has been set to 0 psi! Obviously, this means that the suction pressure will never float, even though the lead case’s temperature (yellow) is fluctuating above and below the float temperature setpoint (blue). To fix this issue, the maximum float needs to be increased, ideally to around 5 or 6 psi.

10. Temperature Sensor Offsets↓
Finally, this last failure happens when temperature sensors are either manually offset or slowly lose their calibration over time. This introduces an offset between measured and actual temperatures, and is often used as a way to prevent suction pressure from floating without completely turning off the feature in the controller.
When this failure occurs, it can also impact food safety or quality, because food temperatures could be warmer than what is being reported by the controller. The only good ways to prevent this issue from preventing suction float are to manually check for offsets during preventative maintenance visits or set up alerts that trigger when temperature sensors are recalibrated.
So, How Do I Fix My Float?
Unfortunately, this problem CANNOT be solved with a single truck roll - it requires ongoing monitoring and optimization. In each of these 10 scenarios, floating suction pressure controls were likely commissioned correctly when they were first implemented. However, subsequent technician visits, changes in case efficiency (causing temperature drifts), changes in store configuration, or other factors somehow led to inadequate or nonexistent suction float in each scenario. Because there are so many ways floating suction control can be rendered ineffective, traditional refrigeration management measures like setpoint lockouts or retrocommissionings do not produce lasting results.
Continuous, intelligent monitoring of real-time inputs and outputs is required to truly optimize a refrigeration system and reduce energy consumption on an ongoing basis. This is where Axiom Cloud’s Virtual Technician app can help. Reach out today if you’d like to learn more about how Virtual Technician can help reduce energy consumption, prevent equipment outages, detect refrigerant leaks, and more at your facilities.
Turner is a Lead Sales Engineer at Axiom Cloud.
Axiom Cloud’s mission is to use software and automation to transform how the world’s cooling systems are powered, operated, and maintained, in order to generate significant climate and financial impact. Axiom’s team of refrigeration experts, data scientists, energy nerds, and software developers solves retail grocery’s biggest energy and maintenance challenges by layering intelligence onto their existing refrigeration systems. If you’re interested in learning more about our mission or our apps for commercial refrigeration, please contact us today.